手机:13852621567
邮箱:yxch18@163.com
网址:www.zhcast.com
地址: 泰兴市分界镇工业集聚区
做为文明古国,中国是采用这一技术较早的之一,远在公元前几百年,我国古代劳动人民就造就了这类失蜡铸造技术,用于锻造含有各种细致纹路和文字的钟鼎及器皿等产品,如春秋时的曾侯乙墓尊盘等。当代硅溶胶铸造方法在工业生产中获得实践应用要在二十世纪四十年代。当时航空喷气发动机的发展,规定制造象叶子、叶轮、喷头等形状繁杂,规格精准及其表面光洁的耐热合金零件。因为耐热合金材料难以机械加工,零件形状繁杂,以致不能
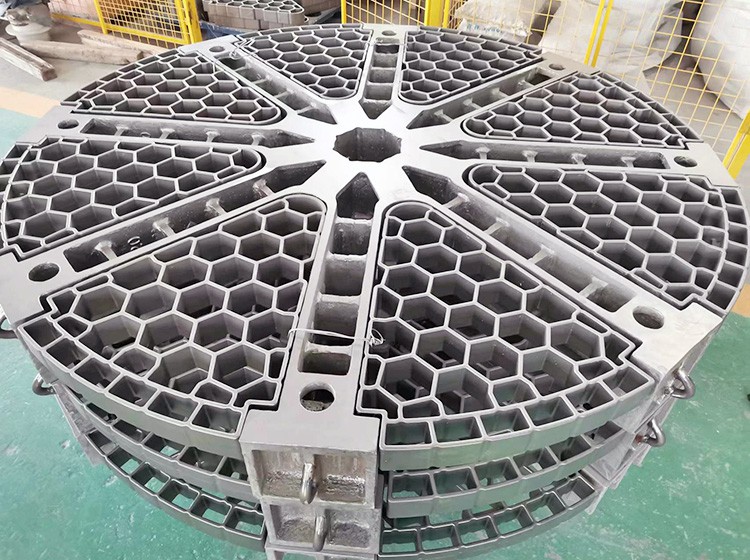
铸件最终成形主要通过液体金属制冷凝固而成的,在铸件生产流程中,要是没有掌握好铸造步骤,会导致铸件的品质出线难题,影响铸件的使用性能及其铸件的使用期。所以在铸件制造过程中需要注意两方面的控制。(一)铸件规格精度和外表粗糙度控制现代制造领域里,针对铸件的精度和质量标准愈来愈高,铸件的近净形化技术改变着铸造只能提供毛坯的传统观念,其目的在于减少物耗、耗能、工耗,而且改进产品的里外品质,争取市场和高效益。
砂型铸造——在砂型中生产铸件的铸造方式。常用铸型一般由外砂型和型芯组合而成。为了保证铸件的表层质量,常在砂型和型芯表层刷一层涂料。涂料的主要成分耐火性高、高温化学稳定性好的粉状材料及粘接剂,同时还加有便于施涂的媒介(水或其他溶剂)和各种附加物。钢、铁和大多数有色合金铸件都可用砂型铸造方式得到。因为砂型铸造所用的造型材料价廉易得,铸型制造简单,对铸件的单件生产、成批生产和大量生产均能适应,一直以来,
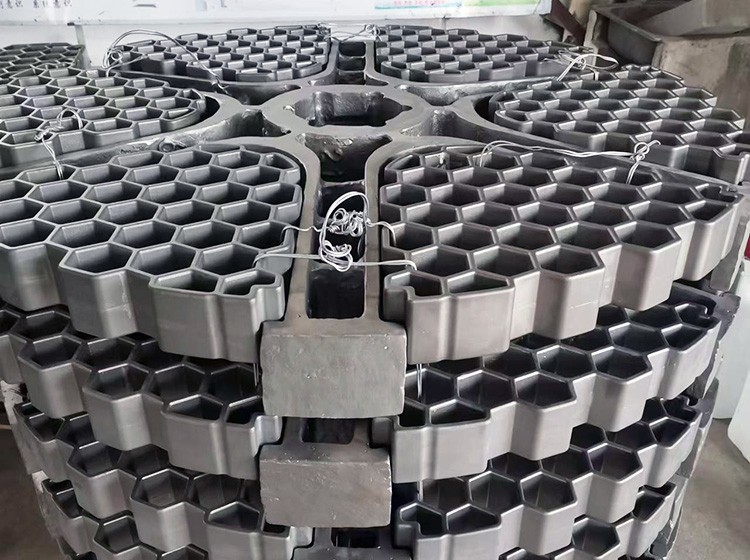
砂模铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,得到铸件后铸型即损坏,必须再次造型,因此砂模铸造的生产效率较低;又因为砂整体的特性软而多孔,因此砂模铸造的铸件尺寸精度较低,表层也较粗糙。不过,精密铸件厂集多年的技术积累,已大大优化了砂型铸件表面情况,其抛丸后的效果能与金属型铸件匹敌。